Hogyan működjön az automatikus hegesztőgép
A hegesztőberendezések piacán a hegesztő féláramú készülékek iránti kereslet évről évre növekszik. Ennek oka a nyilvánvaló előnyök: a megfizethető költség, a működési módok széles köre, a könnyű beállítás és a működés. Azonban a kezdő mester nem mindig tudja kitalálni, hogyan kell megfelelően használni egy félig automatikus. Az első dolog, amit tudnia kell, az eszköz és az egység működési elve, valamint a hegesztéshez használt huzal kiválasztásának alapvető ajánlása.
A tartalom
Készülék és működési elve a félig automatikus készüléknek
A félautomata hegesztőgép fő célja az ívhegesztés olvasztó elektródával, amely védőgázzal fúj.. A készüléket alacsony és alacsony szén-dioxid-tartalmú acélok összekötésére használják, mind hosszú, mind szakaszos varratok.

Ez a berendezés zárt, jól szellőztetett helyeken, -10 ° C és + 40 ° C közötti hőmérsékleten működik.
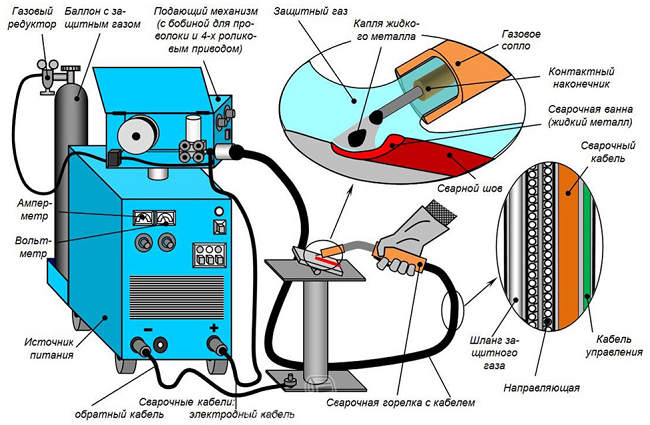
A félig automatikus eszköz áll következő elemek:
- a fő egység a kívánt méretű hegesztési áramot termeli;
- huzaladagoló egység;
- egy hegesztőpisztoly egy csatlakoztatott kábellel, amelyen keresztül a tápkábel áthalad, egy gáztömlő, egy vezérlőhuzal és egy vezető a huzalelektródhoz.
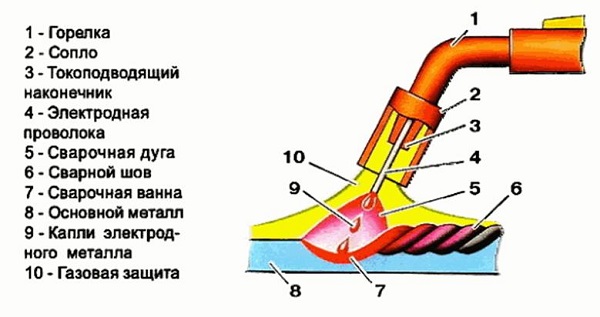
Az egység működésének elve a következő. Amikor megnyomja a fáklya fogantyúján található start gombot, elkezdődik az elektródhuzal (4), az áram és a gázt a fúvókán (2) keresztül. A huzaláram az áramvezető csúcson (4) keresztül áramlik. Amikor érintkezésbe kerül az alapfémrel, elektromos ív keletkezik, amely elkezdi megolvasztani az elektródát. Az alap fémre (8) eső elektróda fémcseppei (6) varrnak. Ugyanakkor a hegesztőfürdő (7) védőgázzal (10) van fújva, ami megakadályozza az oxigén és a nitrogén atmoszférikus levegőből történő bejutását. A gázvédelemnek köszönhetően a hegesztés tartós és kiváló minőségű.
A félig automatikus eszköz működése védőgáz nélkül lehetséges. Ebben az esetben egy speciális porbevonattal rendelkező elektródhuzalt használunk. Magas hőmérsékleten ez a bevonat elpárolog, és a keletkező gázok védő funkciót nyújtanak a hegesztőkészülék számára.
Elektróda vezeték kiválasztása
Az elektródhuzal egy pillanat, amely nélkül a hegesztőgép nem működik. Speciális mechanizmussal szolgál, és egy elektróda funkcióját végzi.
Félautomata esetén két hegesztési anyagcsoport van:
- szilárd vezeték;
- mag elektróda vezeték.
Az első változat több mint 76 fajtája van, de leggyakrabban csak egy kis részét használják. A fennmaradó típusú berendezések rendkívül specializáltak és a gyártásban használatosak. A drót kiválasztásakor figyelembe kell venni azt a fémet, amelyből a szerkezet hegesztésre kerül. Leggyakrabban alacsony szén-dioxid-tartalmú és alacsony ötvözetű acélokat kell forralni nem réz bevonatú és rézbevonatú huzal segítségével.
Rézhuzal a hegesztők körében a legnépszerűbb a korróziógátló bevonat miatt. De nem mindenki tudja, hogy a réz olvasztása során a levegőben káros elpárologtatás érhető el. Nem rézhuzal ártalmatlanabb és korrózióvédő bevonattal rendelkezik.
Félautomata is használható maghuzalamely nem igényel védőgáz jelenlétét főzés közben. Az elektródhuzal különleges jelöléssel rendelkezik, például: CB 08G2S. A következőképpen értelmezi:
- SV - hegesztett huzal;
- 08 – azt jelenti, hogy a szerszámtömeg összetételében a szén tömege 0,08%;
- G - ez a levél mangánt jelent, amely a huzal összetételében van;
- 2 - az ábra azt mutatja, hogy a mangántartalom 2%;
- C - ez a levél a szilícium jelenlétét jelzi a berendezésben, ha a betű után nincs szám, akkor ez nem több, mint 1%.
Az alábbiakban egy táblázat látható, amelyben a hegesztőhuzalt alkotó összes adalékanyag betűjelét dekódoljuk.
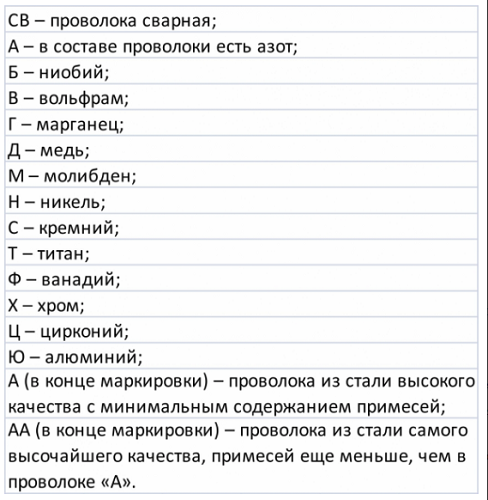
Például a táblázat használatával megfejtheti a CB-06H21N7BT jelölést, ami azt jelenti, hogy a hegesztési huzal 0,06% szén, 21% króm és nikkel - 7%; A huzal két fémből, niobiumból és titánból van ötvözve.
Hegesztéshez alacsony ötvözetű acélok (ez a teljes fém 90% -a) 0,8 mm átmérőjű 08G2S vezetéket használunk. Használható mind a mindennapi életben és a test javításában. Ezenkívül 500A-ig terjedő áramerősségű egységeknél is használható. A rozsdamentes acélok hegesztéséhez használjon Sv01H19N9 vezetéket. Az alumíniumot és a rézt argon táptalajban forraljuk, amely a huzal összetételének megfelelő. Az alumíniumot CB-97, CB-A85 és CB-AMts készíti. A réz használt SV-97, CB-A85 és CB-AMts berendezések hegesztéséhez.
Az elektródhuzal átmérőjét a hegesztendő fém vastagságának megfelelően választjuk ki.
Félautomatikus hegesztési szabályok
Először is, amikor egy félig automatikus eszközzel dolgozunk, a csatlakozásra szánt részeknek meg kell lenniük jól tisztított a festék és a rozsda. Tisztítsa meg azt a helyet is, amelyhez a csíptetőt rögzíti.
Hogyan kell tartani egy égőt
Az égőt egy kézzel lehet tartani, de a hegesztés minősége jobb lesz, ha mindkettőt használja. Az egyik kéz támogatja, a másik pedig az égőt.

Ezzel a módszerrel könnyebben szabályozható az égő szöge és távolsága a munkadarabról, valamint a szükséges mozgások elvégzése a jó minőségű hegesztéshez. Ahhoz, hogy a kezed szabadon maradhassa, szüksége van rá használjon hegesztőmaszkotamely a fejen van rögzítve.
A félautomata használata esetén az ideális szög nem létezik. Általában az ugyanazon a síkban fekvő üres helyek csatlakoztatásához a fáklya dőlésszöge (függőleges helyzetből) 15-20 fokban történik. Az egymáshoz képest szögben lévő alkatrészek csatlakoztatásával a fáklya 45 ° -os dőlésszögét használja. Mindegyik hegesztő a tapasztalat megszerzésével kiválasztja a szerszám legmegfelelőbb szögét, figyelembe véve a különböző helyzeteket.
Mozgó égő
A kiváló minőségű varrás kialakításához számos lehetőség van a fáklya mozgására.
- 1-2 mm vastag fémek esetében alkalmazott hullámos-cikk-cakk mozgás. Így az ív mindkét fémlemezt rögzíti, és nincs ideje megégetni. Ennek eredményeként a varrás lezárt és tartós.
- Hegesztéshez bármilyen vastagságú fémek hajtson végre egyenes varratot, kivéve az oldalirányú mozgást. Ebben az esetben azonban a kezelőnek bizonyos tapasztalattal kell rendelkeznie, hogy amikor a fáklya mozog, az ív egyenletesen hat a párosító részekre.
- Ha a munka jön 1 mm-nél kisebb vastagságú fém, csökkenteni kell az áramszilárdságot és a drótbetáplálási sebességet, valamint kisebb átmérőjű huzalt kell használni. A hegesztésnek rövid impulzusokban kell történnie, a szünet között körülbelül 1 másodperc. A fém lehűléséhez szünet szükséges, és a következő szegmenseket egy monolit varrásba kell vezetni.
- Ha párosodik hosszú, vékony részletek, majd a hegesztést rövid szegmensek vagy bizonyos távolságban lévő pontok végzik. Az alkatrészek deformálódásának elkerülése érdekében felváltva, rövid szegmenseket is készíthet a párosodási szegmens különböző végeivel.
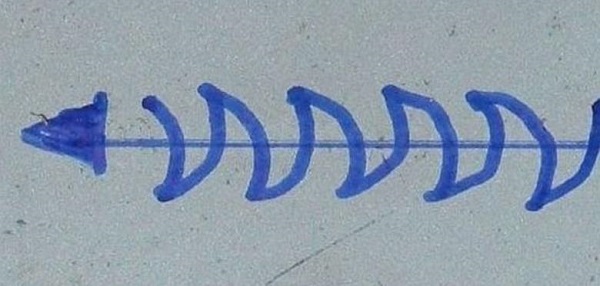
Hegesztési sebesség
Ez az elektromos ív mozgásának sebessége az alkatrészek felületén, és a félig automatikus eszköz kezelője vezérli. A szerszám mozgási sebességének meg kell felelnie az ívfeszültségnek, a huzaladagolás sebességének, a fémvastagságnak és a szükséges varrási alaknak. Az égő nagy sebességű mozgásakor sok spray keletkezik, a védőgáz a gyorsan keményedő varratban marad, és a pórusok kialakulását okozza. Az égő lassú mozgási sebességével túlzott elektromos ív alakul ki az anyagba, amely át tud égetni. Ezen túlmenően a masszív részek kialakításakor vastag varrás. Az alábbi ábra azt mutatja, hogy a varratok milyen különbségeket mutatnak a különböző fáklyáknál.

Gázáram
A gázellátásnak elegendőnek kell lennie ahhoz, hogy biztosítsa a szállított vezeték fújását. A gyenge gázáramlás miatt a varrás nem védhető az oxidációtól. A magas áramlási sebesség mellett azonban a védelem elégtelen lesz előfordulása turbulencia. Mindezek a normától való eltérések a varrást porítják és törékenyek. Ezért nagyon fontos a sima gázellátás elérése, hogy az áramlás ne okozzon turbulenciát és teljesen védi a hegesztési helyet.
Dróthossz
A huzalnak, mielőtt megérinti a fémet, 6-13 mm-rel kell kijönnie a hegyről. Ettől az értéktől függ ennek az elektródnak az ellenállása és hőmérséklete. Minél erősebb a huzal elérése a hegytől, annál kisebb lesz az ív mérete. Ennek eredményeként a varrás vastag és keskeny lesz, a fémbe való behatolás pedig alacsony. Ha csökken a szerszámhossz, akkor az ív behatolása a fémbe növekszik, és a varrás vékonyabbá és szélesebbé válik.
polaritás
A hegesztőberendezések polaritása azt jelenti áramkör irányában. Közvetlen polaritással negatív töltés kerül alkalmazásra a huzalra, és pozitív töltés kerül a hegesztett részre. Fordított polaritás esetén az ellenkezője igaz: a vezeték egy plusz, a munkadarab pedig mínusz.
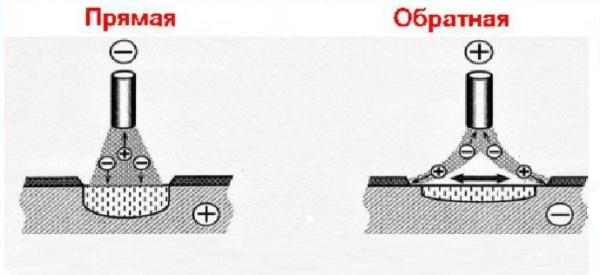
Fontos! Védőgáz nélkül történő munkavégzés esetén a fluxus-magú huzal a közvetlen polaritást és a gáz - fordított polaritást alkalmazza.
Hang hegesztés közben
Fontos a hegesztés hangjainak meghallgatása, különösen a kezdőknek, amikor tanulnak. A félig automatikus eszközzel történő hegesztés során a megfelelő hangzás a húsok pörkölésének hangjához hasonlít. Amikor egy „sziszegő zümmögő” hang hallható, ez azt jelenti, hogy egyensúly van az aktuális beállítások, a vezeték és a gázadagolás között. A készülék működése közben bekövetkező hangváltozást befolyásolhatja:
- gyenge érintkezés a súlybilincs és az alkatrész között;
- a fagyasztott permet jelenléte az égő hegyén, megakadályozva a normál gázáramlást;
- a hegesztés rozsdásodása vagy festési területe gyengén tisztítható.
Biztonsági intézkedések a munkahelyen
A hegesztő berendezéssel végzett munka során a következő biztonsági intézkedéseket kell betartani.
- A hegesztőnek meg kell védenie a test minden részét a forró fém fröccsenése ellen. Ehhez használt munkaruhátszorosan fedjük le a test kitett területeit, valamint a védőkesztyűt. A ruhát sűrű anyagból kell készíteni, amely ellenáll a forró vízcseppek behatolásának. A ruhákat semmilyen esetben sem szabad előállítani szintetikus szálakból, amelyek magas hőmérsékletnek kitéve megolvadnak. Az ilyen anyag azonnal felgyullad, ami égést okozhat a hegesztő számára.
- Mivel a hegesztés során kemény ultraibolya sugárzás keletkezik, meg kell védeni a szemet a használatától maszk színezett üveggel. Nem sokkal régen a „kaméleon” üveggel ellátott maszkok megjelentek a piacon, ami fényes fény megjelenésekor elsötétül. Továbbá a test többi részét védeni kell az ultraibolya sugárzástól.
- A cipőt zárva kell tartani, hogy megakadályozzák a forró fröccsenést.
- A helyiségnek, ahol a hegesztési munkát végzik, kell lennie kényszerített vagy természetes szellőzés (a megnyitható ablakok jelenléte). A hegesztési folyamat során keletkező gőzök és füst belégzése hátrányosan érinti az emberi egészséget.
/rating_off.png)











