Hogyan dolgozzunk kéziszerszámmal?
A Frazer egyedülálló eszköz, nagyszerű funkcionalitással, ami nélkülözhetetlen eszköz az ácsmunkában. A kézi malom különféle típusú kapcsolatokat hozhat létre a fa részek között, az élek, élek és a rétegek rétegelt feldolgozását, a hornyok és mélyedések kiválasztását, valamint a fafaragáshoz és a fém gravírozáshoz.
A tartalom
Általános munkaszabályok
A könnyű kezelhetőség ellenére az útválasztó traumatikus eszköz, ha egyszerű szabályokat követ. Tehát a készülékkel való együttműködés alapvető szabályai a következők.
- A ruhadarabok szorosan illeszkednek a kezükbe. Ha hosszú haja van, fel kell vennie őket, hogy megakadályozzák a leesésüket és a későbbi tekercselést.
- Mielőtt elkezdené, győződjön meg róla, hogy ellenőrizze a hálózati kábelt a szigetelés károsodása miatt. A kábel sérülése akkor fordul elő, amikor a kábel véletlenül megérkezik a még nem megállt malomhoz. A megállapított szigetelési kopásokat szigetelni kell.
- Készítse elő a munkahelyet úgy, hogy ne tartalmazzon idegen tárgyakat (csavarkulcsokat, csavarhúzókat, csavarokat stb.), Amelyek a munkaeszköz alá eshetnek és károsíthatják.
- Csak a használata jól élesített eszköz (Marás). Az ujjával ellenőrizheti a penge élességét: ehhez 90 fokos szögben kell tartani őket. Ha az él éles, akkor éles élek érezni fogják a bőrt. Ellenkező esetben az ujj könnyen levágja a pengét.
- Mielőtt a vágógépet tolócsapággyal használná, győződjön meg róla, hogy egy csepp olajjal kenje be. A csapágynak könnyen és késedelem nélkül kell forognia.
- A szerszám behelyezésekor ügyeljen arra, hogy a vágószár legalább 20 mm-re kerüljön bele.
- Minden alkalommal, amikor a vágógépet beszereli, vegye le a szénréteget és a fűrészlapokat a pengékből puha fémlemez segítségével.
- használat speciális biztonsági szemüveg. Nos, ha porállóak.
- Győződjön meg róla, hogy megvédi a légzőrendszert az aprítás során keletkező finom portól, különösen, ha az alkatrészek laminált forgácslapból és MDF-ből készülnek. Védelemként a gyógyszertárban vásárolt légzőkészüléket vagy rendszeres orvosi maszkot használhat.
- Mindig rögzítse a munkadarabot az asztalhoz szorítókkal. A feldolgozás során tilos a munkadarabot egy kézzel tartani.
- Jobb választás forgási sebesség orsó egység, a beépített berendezés átmérőjétől függően. Figyeljen rá a fa keménysége. Minél nagyobb az anyag keménysége, annál lassabb a forgási sebesség.
- Az egyik menetben levő vágót legfeljebb 3 mm mélységben kell a munkadarabba meríteni.
- A munkadarab feldolgozásának megkezdése előtt kapcsolja be az útválasztót, és várjon arra a pillanatra, amikor a malom összegyűjti a szükséges lendületet, majd folytassa a malom bejuttatását a fába. Ha alacsony fordulatszámon vagy a szerszám kezdeti fordulatszámon megkezdi a marást, a szerszám vágó része megérinti a munkadarabot, amelyen forgácsokat képez. Az alkatrészek károsodása mellett az útválasztó félreugrik és megrongálhatja a kezelőt.
- Tartsa a gépet úgy, hogy a forgó szerszámot láthassa, és az anyagba merüljön.
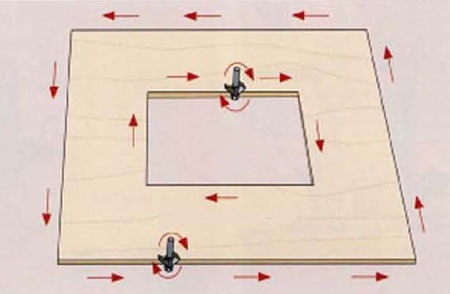
- Mivel a malom órákban foroga nyíl, az útválasztó mozgását úgy kell irányítani, hogy a szerszámlapátok mozogjanak az anyag feléaz alábbi képen látható.
- A marószerszámot szorosan a kezében kell tartani, de anélkül, hogy a munkadarabra szükségtelen lenne. Egyenletesen nyomja meg és mozgassa az egységet simán, a mozgás teljes pályája mentén.
- Ha a munkát alacsony fordulatszámon hajtják végre, és még hosszú ideig is szükség van rá esetenként hűtsük le. A berendezést maximális fordulatszámmal (üresjáratban) 20-30 másodpercig kell elindítani, hogy a motor jól szellőző legyen a tengelyére szerelt járókerék által létrehozott légárammal.
- A marás megállításához, például a munkadarab széleihez először ki kell venni a malomot a fáról, majd kapcsolja ki a készüléket. De ha mély hornyot őröl, először le kell állítania a szerszámadagolót, kapcsolja ki, várjon, amíg a szerszám teljesen leáll, és csak akkor távolítsa el a vágót a mélyedésből.
Az eszköz előkészítése a munkához
A marás megkezdése előtt a legfontosabb dolog az, hogy az egységet egy bizonyos típusú munkához hozzák létre, figyelembe véve a feldolgozandó anyag tulajdonságait és a szerszám típusát.
Sebességválasztás
A maróvágó egy olyan egység, amely nagyon magas orsófordulatszámot képes kifejleszteni, 8000 és 24000 rpm között. Minél nagyobb a szerszám forgási sebessége, a tisztító felület a kezelendő felület. Tudnia kell azonban, hogy az egyes vágók megengedett sebességének túllépése a munkadarab égetését okozhatja a megmunkálási helyeken. Ezért a szerszámszár forgási sebessége mellett figyelembe kell venni penge lineáris sebessége. Általában minél nagyobb a szerszám átmérője, annál gyorsabban forog a szerszám vágóélje. Ha nagy átmérőjű beépítőt kíván használni, akkor az orsó-fordulatszámokat kissé csökkenteni kell.
Az alábbiakban egy táblázat látható, melynek segítségével választhatja ki a szerszám optimális forgási sebességét az átmérőtől függően.
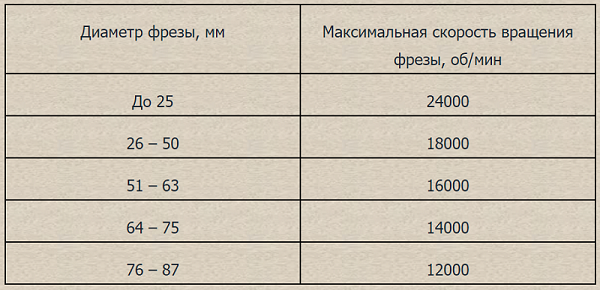
Ezenkívül a szerszám forgási sebességének kiválasztásakor figyelembe kell venni a feldolgozandó anyag keménységét. A keményfa megmunkálása alacsonyabb sebességgel szükséges, mint az adott szerszámátmérőhöz ajánlott.
Csökkentse a szerszám sebességét is, ha meg kell vágni a PVC-t, a plexi és a műanyag feldolgozását. Nagy sebességnél a műanyag elkezd olvadni, és a szerszám széleihez tapad. Minden esetben a forgási sebességet kísérleti úton választjuk ki.
Szerelési vágók
A szerszám cseréje előtt szükség van húzza ki a routert a hálózatról. A start gomb kikapcsolása nem lesz elég. Nagyon fontos, hogy kihúzza a tápkábelt, hogy megakadályozza a véletlen bekapcsolást.
A kötélzet a következőképpen változik.
- Helyezze a gépet az oldalára úgy, hogy az orsót tartó gomb tetején legyen.
- Nyomja meg a gombot, és forgassa el az orsót addig, amíg az a rögzítőhöz nem kapcsolódik. Ezután tegye a kulcsot a rögzítőanyára és csavarja ki. Néhány marószerszám modellnél ez a gomb lehet, hogy nem. Ebben az esetben 2 kulcsra van szüksége. Az első kulcsot az orsón lévő anyára helyezik, és rögzítőként működnek (ha a vezetőrúdra támaszkodik), és a második kulcsot használják a csavaranyák lazításához.

- A rögzítőbilincs feloldása után távolítsa el a bütykös szárat.
- Ezután helyezzen be egy új beépülő modult, amelybe a szárát legalább 20 mm mélységbe kell helyezni, azaz addig, amíg le nem áll.
- Húzza meg a rögzítőanyát. Húzza meg a szerszámot elegendő erővel, de nem elég ahhoz, hogy megzavarja a szálat.
- Nyissa ki az orsót.
Emlékeztetni kell arra, hogy a rögzítőanyát nem lehet meghúzni, ha nincs benne szerszám. Ez megszakítja.
A feldolgozás mélységének beállítása
Szinte az összes marási egység telepítve van mélységbeállító. A merülő eszköz mélységének beállítása a következő:
- Helyezze a készüléket sík felületre, például az asztalra.
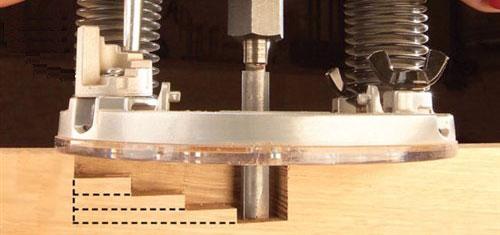
- Helyezze a torony megállását (1), amely a legkisebb magasságú, a merülési korlátozó alá (2).


- Távolítsa el a zárat a mélységgátlóról úgy, hogy kicsavarja a csavart (3) úgy, hogy a stop (2) szabadon mozoghasson.
- Nyissa ki a gép merülőmechanizmusát. Néhány marószerszám modellben a motort függőleges rudakra rögzítik egy forgó fogantyú segítségével. Ezen egységek számtalan modellje is van, ahol a hajtás egy speciális forgó karral van rögzítve.
- Engedje le a motort, amíg a marószerszám megérinti a munkadarabot. Ezt lassan kell elvégezni, hogy elkerülje a pengék ütését a részhez.
- Ezután meg kell erősítenie a motort a síneken.
- Engedje le a mélységi ütközőt (2) a torony megállásának (1) legalacsonyabb lépésére.
- Állítsa a csúszkát (4) a „0” skálán (6).
- Emelje fel a határolót (2) olyan magasságra, hogy a skála (4) csúszkája (4) előtt a végrehajtani kívánt merülési érték. A durva beállításhoz a korlátozó (2) kézzel felemelkedik vagy leengedhető. A szerszám merülési mélységének pontosabb beállítása a finomhangoló mechanizmus (5) segítségével történik.
- A rögzítőcsavarral (3) a dugó (2) helyzetét rögzíteni kell. Most feloldhatja a merülőmechanizmust és felemelheti a motort a motorral.
Ennek eredményeként, ha a meghajtót addig leeresztjük, amíg a (2) ütköző meg nem ér a torony megállásának legalacsonyabb lépcsőjéhez, akkor a vágógép maximális szélességét kapja az egység alapjához képest. A munkadarabba ez a mennyiség a végső, azaz a kívánt mélység.
Ha mély hornyot szeretne készíteni, amelyet egyetlen menetben nem lehet kiválasztani, akkor a torony tartó segítségével fokozatosan merítheti a szerszámot a munkadarabba.. Ehhez mozgassa a torony megállásának (1) legmagasabb lépését a mélységhatároló (2) alatt, és végezze el a marást. Ezután cserélje ki a következő megállót, az alsó ütközőt, és állítsa be ismét egy passzív szerszámot. Ha a megállás eléri a legalacsonyabb ütközőt, a kívánt horonymélység érhető el. Az alábbi ábra azt mutatja be, hogy a szerszám fokozatosan mélyüljön a munkadarabba, ha revolver típusú ütközőt használ.
Széle feldolgozása
A munkadarab széleinek és végeinek feldolgozására speciális módon szélmalmok. Lehetnek egyenesek és göndörek is. Az egyenes vágógépek a részek éleinek vágására (szintezésére) szolgálnak egy minta (ívelt) vagy vonalzón. Például, ha a forgácslapot elektromos fűrészlapkal vágja le, akkor ebben az esetben nem végezhet útválasztót. A körömreszelő áthaladása után az élek egyenetlenek és kis zsetonokkal jelennek meg. Tökéletes geometriájának megadásához tegye a következőket.
- Rögzítsen egy egyenes élmaró marót az útválasztó bitjéhez. Ennek a malomnak a csapágya lehet az alján vagy a felső részén (a szár közelében).


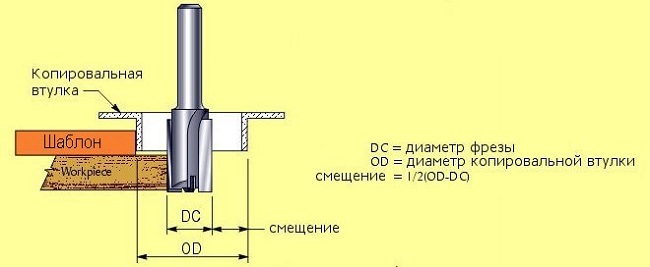
- Ha a malomnak alacsonyabb nyomócsapágya van, akkor a sablont a munkadarab alá helyezzük, és mindkét részt a munkapadra szorítjuk szorítókkal. Ezzel ellentétben a sablont a munkadarabra rögzítettük, a felső csapágyat a pillanatban.
- Esetében alacsonyabb csapággyal Helyezze a bitet a munkadarab szélére, és engedje le a vágót úgy, hogy a nyomócsapágy a sablon középpontjában legyen, és a lapátok alsó része kb. Vágókhoz felső csapággyal Mindent fordítva fordítunk: a malomfelületet a sablon alá helyezzük, amelyen a munkadarab van. A marószerszámot addig leengedjük, amíg a csapágy el nem éri a sablon középpontját, és a lapátok felső része 2-3 mm-rel nem fog megragadni.
- Ezenkívül a kissé szorított munkadarab a sablonhoz igazodik (egy gumiszalag használható) a korábban alkalmazott jelöléssel.
- Szintezés után nyomja meg az alkatrészeket bilincsekkel a munkapadhoz. Ha lazán tartja őket, akkor a szerszám működése közben az erős rezgés következtében eltolódhatnak.
- Helyezze az útválasztó bitet a munkadarabra (sablon) anélkül, hogy megérintené a malom részleteit, kapcsolja be a készüléket, és várjon, amíg eléri a teljes sebességet;
- Mozgassa a vágót simán a munkadarab elejére úgy, hogy a szerszám belépjen, és helyezze a csapágyat a sablonra, majd vágja el az egész élet.
A nyers végek feldolgozásához hagyományos merülő (függőleges) marógépeket használhat. Ha a 4 mm-es vastagságú PVC áthidalások eltávolítására van szükség, kényelmesebb lesz egy élmarógéppel dolgozni, mivel kompakt méretei és könnyű súlya van.

Figyelembe vettem az arcmaszkokat főleg faanyagok és MDF feldolgozására használják. Ebben az esetben először a munkadarabnak egy bizonyos formája van egy egyenes marószerszámmal. Ezután a kívánt alak profilú szerszámot behelyezzük a kollektorba, és az éleket a szokásos módon megmunkáljuk. Csak a csapágy sablonjaként vagy vezetőként szolgál az alkatrész igazított éléhez.

A fa részek őrlésénél figyelembe kell venni a fa szálak irányát.. Ha ezt nem teszik meg, a munkadarabok sarkán vagy a pontokon, ahol a hosszirányú szálak végződnek, például ívelt részek feldolgozásakor fordulnak elő. A forgácsolás elkerülése érdekében a munkadarabon lévő „problémát” ki kell görgetni (A ábra). Ha a vágó ezen szakaszain szokásos módon (a nyíllal szemben) megy át, akkor a leggyakrabban zsetonképződést okoz. Ezért a „problémás” zónákig a szerszám a nyíl irányába kerül, és a szálátmeneti pontokon az irány megfordul (C ábra).

Ugyanez a szabály érvényes fafelületek sarkai feldolgozása. Először is, a vágónak át kell haladnia a szálak mentén a nyíl mentén (a sarokon keresztül), amely után a nézet a szokásos módon folytatódik.
Ha az MDF homlokzatok marása (műanyag beillesztés előtt) vagy más anyagból történik, akkor ne aggódjon a forgácsolás miatt, mivel az anyagnak egységes szerkezete van.
Lyukvágás
Fából készült üres nyílások vágásához használható egyenes horonyvágó. Ha a lyuknak összetett alakja van, akkor azt egy útválasztó vágja elő egy előre elkészített sablon szerint, egy másológyűrű segítségével. Ez utóbbi a malom bitjéhez van csatlakoztatva, és amikor az egység üzemel, a szerszámmozgást a kívánt irányba állítja.
Tehát egy lyuk vágásához egy fából készült üresen kell végrehajtania a következő műveleteket:
- rögzítse az egyenes horonyvágót a készülékbe;
- csatolja a másolóhüvelyt az útválasztó bitjéhez;
- helyezze a munkapadra azt a munkadarabot, amelybe lyukat kíván tenni;
- helyezzen kis darab forgácslapot a munkadarab alá, hogy kissé felemelje az asztal fölé (ez szükséges ahhoz, hogy a szerszámból kilépjen az alkatrészen keresztül);
- helyezze a sablont a munkadarabon lévő már elkészített lyukkal, és nyomja meg mindkét részt az asztalhoz bilincsekkel;
- állítsa be a vágóhenger minimális mennyiségét (kb. 3 mm) az eszköz alapjához képest;
- kapcsolja be az útválasztót, és óvatosan engedje le a sablont úgy, hogy az útválasztó finoman illeszkedjen az anyagba;
- őrlés a sablon kerületén;
- engedje le a maróvágót 3 mm-rel, és ismételje meg a fenti műveletet;
- addig, amíg a malom áthalad a munkadarabon, folytassa a 3 mm-es mélység hozzáadását.

Ugyanúgy, mint te vágjon egy kerek lyukat a megfelelő minta szerint. De ahhoz, hogy egy kört vágjunk a munkadarabban, sokkal könnyebb. A legtöbb marógép modell már tartalmazza a kör alakú készülék. Az egyik oldalon egy állítható (hegyes) csavarral ellátott rúd áll.

A rúd az egység aljához van rögzítve, és a hegyes csavar a lyukba kerül, amely a jövő körének középpontja.Ezután be kell állítania a kívánt sugarat, figyelembe véve a vágó átmérőjét. Az alábbi ábra azt mutatja be, hogyan kell a furat sugarát helyesen kiszámítani.
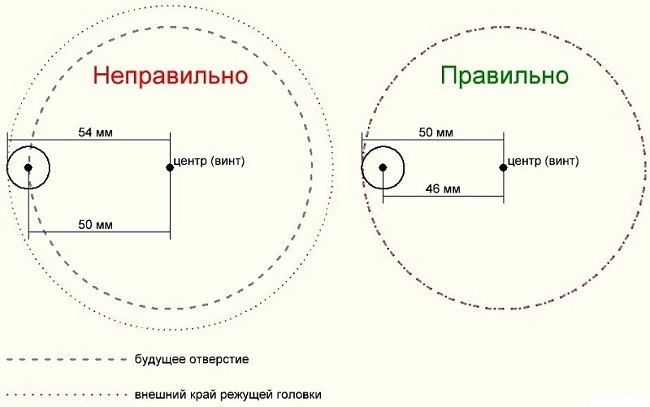
A marás a szokásos módon, több lépésben történik, minden alkalommal 3 mm-rel mélyítve a szerszámot.
A malom is lehet fúrt lyukak, például bútorzárak szereléséhez. Ez az alábbiak szerint történik.
- Rögzítse a gépgyűrűt Forstner fúró szükséges átmérő.
- Állítsa be a minimális orsó fordulatszámot.
- Helyezze az útválasztót sík felületre.
- Engedje le a vágót úgy, hogy a középső tüske ne érje el a 2-3 mm-es asztali felületet, és rögzítse a meghajtót a vezetőkre.
- Ezután engedje le a mélységi ütközőt a torony leállításának bármely lépésére, és rögzítse a reteszelőcsavarral. A mélységhatárolónak köszönhetően a marószerszám nem eshet a kívánt szint alá.
- Nyissa ki a meghajtót, hogy szabadon mozoghasson felfelé és lefelé a vezetők mentén.
- A munkadarabon a jövő furatának középpontja legyen.
- Helyezze az útválasztó bitet a munkadarabra, és engedje le a malomot úgy, hogy a középpontjában lévő tüske pontosan eléri a kívánt helyet az alkatrészen.
- Emelje meg a vágót kissé a munkadarab fölé, kapcsolja be a készüléket, és egy teljes forgás után, finoman kezdje meríteni a szerszámot az anyagba, amíg a mélység meg nem éri a leállást. Ezen a fúrási művelet befejezettnek tekinthető.
Mielőtt a munkadarabra fúrna, ugyanazt a műveletet kell elvégeznie egy hasonló, vastagságú fa vagy laminált forgácslapon.
Fontos, hogy ez a vak lyuk elegendő mélységgel rendelkezzen ahhoz, hogy a bútor csuklópántjait be lehessen szerelni, míg az alkatrész hátoldalán nem lehetnek kiálló részek és nyílások.
Ha ezt meg kell tennie keresztülakkor a mélységhatároló nem szükséges. A „tiszta” vágó kimenet a munkadarab hátoldalán 2 fázisban kell elvégezni. Az első szakaszban a csészefúró a munkadarabba merül, amíg egy kis lyuk van a tüskéből a hátoldalán. Ezenkívül a munkadarabot megfordítják, a fúrócsúcsot a kapott lyukba szerelik, és további fúrást hajtanak végre. Így a furat mindkét oldalán a lyuk szélei simaak és aprítás nélkül vannak.
Helyezzen be zárakat és zsanérokat
A zsanérok és zárak beillesztéséhez egy fából készült ajtóba számos speciális eszközt fejlesztettek ki, amelyekre egy merülő marószerszámot szereltek fel.

Ezek az eszközök meglehetősen drágák, így a mesterek megpróbálják őket saját kezükkel készíteni. Például, beillesztett hurkok marószerszám sablon nélkül - meglehetősen zavaró dolog. Ez a folyamat azonban lényegesen egyszerűbb, ha speciális egyszerű sablont készít. Hogyan lehet ezt megtudni, tanulhatsz erről videó.
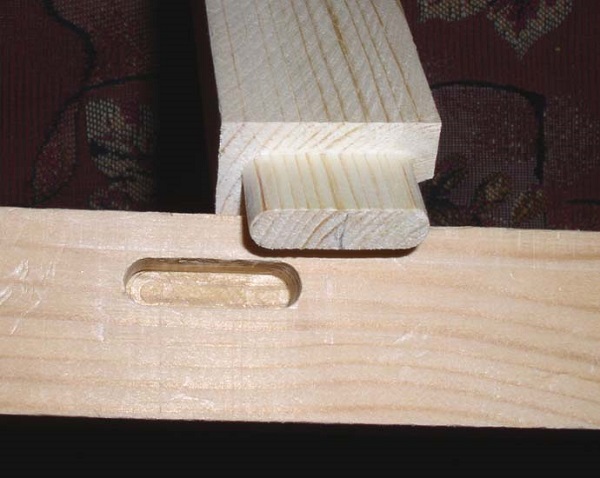
A belső ajtók zárószelepei 2 fokozatban fordulnak elő: először egy széles horony képződik a zár elülső lapja alatt, majd egy mély hornyot választanak a záró test alatt. A zárszerkezet székhelyének kialakításához az alábbi lépéseket kell végrehajtania.
- Vegyünk egy egyenes horonyvágót, amelynek átmérője 0,5 mm-rel nagyobb, mint a zár.
- Állítsa be a merülési mélységet kb. 3 mm-re (a lemezvastagságtól függően).
- Csatlakoztasson párhuzamos ütközőt a gép aljára.
- Csatlakoztassa a zárlemezt az ajtólap végéhez, és ceruzával tekerje. Keresse meg az ajtó középső szélét, és rajzoljon egy vonalat rajta keresztül (az interneten).
- Szerelje be az útválasztót az ajtó végére, és helyezze el az útválasztót a jelölésnek megfelelően, majd rögzítse a támaszt ebben a helyzetben.
- Kapcsolja be a készüléket, merítse a vágót az ajtólapra a beállított mélységbe, és vágja le a területet a teljes hosszában. Az eredmény egy széles és sekély horony a zár elülső lapja alatt.
- A zár rögzítése a kapott horonyhoz, jelölje meg, hogy hol lesz a mély horony kezdete és vége.
- Ezután válasszon egy vágót (egyenes hornyot) olyan átmérőjű átmérővel, amely kissé nagyobb, mint a zárófedél testének vastagsága. A szárnak elegendő hosszúságúnak kell lennie, hogy ez a vágószerkezet 2-3 mm mélyebb hornyot képezzen, mint a záróelem magassága.
- Rögzítse a szerszámot a munkagépre.
- Állítsa be az egységre a pillanat maximális merülési mélységét, amely elegendő a záróelem behelyezéséhez. Ezt a mélységvezérléssel végezzük.
- Kapcsolja be a készüléket és fúrjon a jelölés elején beállított teljes mélységbe. Ismételje meg a fúrást a szakasz teljes hosszában, és helyezze a lyukakat a lehető legközelebb egymáshoz.

- Amikor az egész területet kidolgozták, enyhén emeljük meg a vágót, hogy a szerszámlapok felső része egy kicsit (1-2 mm) kerüljön ki a horonyból, és az egységet előre és hátra mozgatva őrölje. Több passzálás után a vágó elmélyíthető és ismét elvégezheti a fenti műveletet. Ennek eredményeképpen egy mély hornyot kaptunk, sima és sima falakkal.


A hornyok és a negyedek mintavétele
A munkadarab felületén vagy annak szélén lévő horony kiválasztásához párhuzamos ütközőt használhat, mint például az ajtózárak esetében. De egy speciális eszközt hozhat létre, amely megkönnyíti a folyamatot, ha a fa közül számos, azonos részen lévő hornyot szeretne kiválasztani. Úgy néz ki szerszámábrán látható.
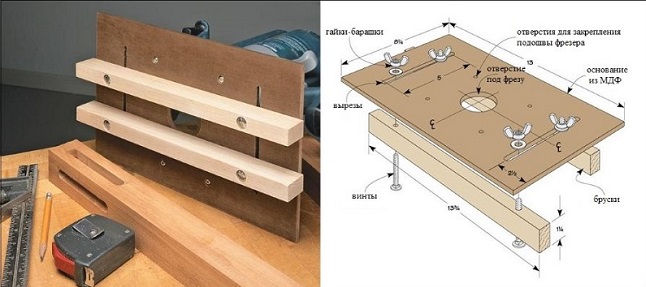
Ez az eszköz egyszerűen konfigurálva van:
- az egységet a platformra szerelték;
- az egész szerkezet a munkadarabra van helyezve;
- párhuzamos vezetők használatával egy egyenes horonyvágó a munkadarabon lévő jelöléshez képest középre van állítva;
- A szerszám mélységének beállítása után (rendszerint több áthaladást igényel) hornyok készülnek.
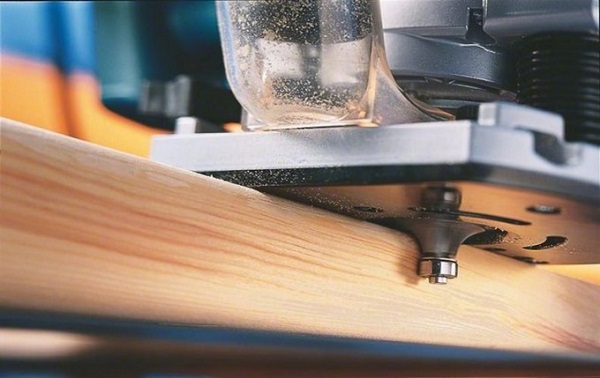
Egy négyzet kiválasztásához fadobozban használja horonyvágó csapágy.

A munkadarab széle (vége) a szerszámok vezérlésére szolgál. A szerszámot a szerszámgyűrűbe rögzítik, majd a merülési magasságot beállítjuk, és a szokásos módon egy negyedet veszünk.

A negyedév kiválasztása nem az egyetlen funkció. Ezzel kiválaszthat egy hornyot a munkadarab szélén és készítsen egy hornyolt táblát. A horony mélységét a különböző átmérőjű nyomócsapágyak változtatásával szabályozzák.

A hornyos lemezek nagy mennyiségben történő gyártásához az útválasztót az asztalhoz kell rögzíteni.
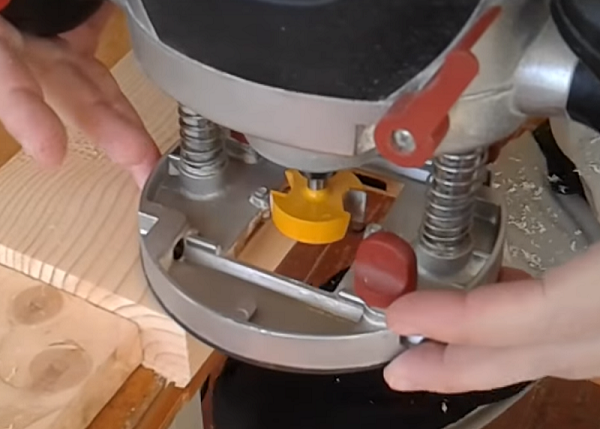
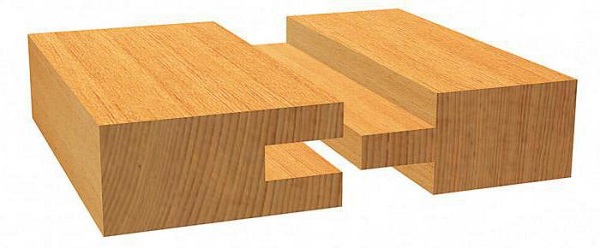
Thorn groove és dovetail kapcsolat
A tövis-horony kapcsolat létrehozásához sok komplex eszköz van. Ám ha a faipari termékek előállítása nem kerül forgalomba, akkor a tövisvágás a kézi malom segítségével egyszerű módon történhet.
- Az a rész, amelyen a tüske vágásra kerül, kész mérettel kell rendelkeznie. A jelölés elkészítésekor hozzá kell adni a tüske hosszát a rész hosszához. Például az asztalok és székek lábához elegendő 30-40 mm-es tövishossz, az ajtóknál pedig 55-70 mm. A négyzet segítségével jelölje meg a munkadarab szélét.
- Vegyünk egy fűrészlapot és vágjunk kis darabokra (ez lesz a tüske vállára).

- készít vágó "hordó"„És rögzítse azt a készülékbe. Segítségével spike kapcsolat jön létre.
- Rögzítse a munkadarabot a munkapadra, és merőlegesen rögzítse az azonos vastagságú második részt (támogatja a malom bitjét).

- Ezután meg kell határoznia a vágó kioldásának mértékét az egység helyéhez viszonyítva. Ha a tüske pontosan a munkadarab közepén helyezkedik el, akkor a szerszám túlnyúlása olyannak kell lennie, hogy az alkatrész és a második menet elforgatása után a horony szélességének megfelelő tüskés vastagságot kapjon. A horony szélessége viszont a horonyvágó átmérőjétől függ. Ebből a méretből kezdődik a teljes kapcsolat kiszámítása.
- Miután eldöntötte a szerszám mélységét és beállította a határolót, elkezdheti a tüske mintavételét.Kapcsolja be az egységet, és kezdje meg a munkadarab marását, de fokozatosan, minden alkalommal 3 mm-rel az anyagba.
- A kívánt mélység elérésekor állítsa le a gépet és fordítsa meg a munkadarabot.
- A tüskés mintavétel folytatása a fent leírt módszerrel. Ennek eredményeként kapsz téglalap alakú tövis. De mivel a horony a vágóél szélénél lekerekül, majd a csúcson le kell vágni a sarkokat. Ezt késsel vagy csiszológéppel lehet elvégezni.
A fentiekben részletesen tárgyaltuk a horony kiválasztásának módját. Ha a munkadarab teljes hossza vagy szélessége mentén tüskés hornyot szeretne készíteni, akkor nem kell a tüske sarkát kerekítenie.
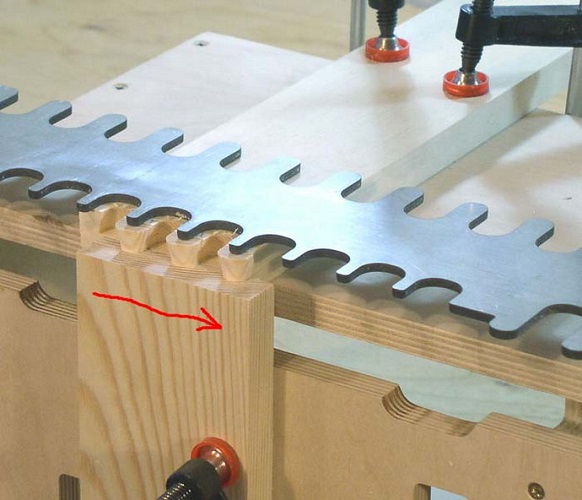
A tüskék összekapcsolásához használjon speciális eszközt.

A malom telepítve van hornyos vágó "dovetail" farokés a másoló hüvelynek is van oldala, amely a sablonok réseiben a legjobb pozicionálást teszi lehetővé.

A sablon rögzítése után a munkadarabot az általános szabályok szerint őröljük.
A Paz-pin csatlakozó is használható. a bélés gyártásában. Csak azért, hogy a bélés legyen, 2 vágógéppel kell rendelkeznie. Az egyik vágó kiválaszt egy hornyot a rész szélén, a másik pedig tüskét.

hogy fájl létrehozásamelynek széle egy tüske, és a homlokzat keretén belül egy hornyot vágnak, használjon egy sor vágót.

Fémmegmunkálás
A fémmarás kézi marógéppel nagyon ritkán történik, mivel ez az eszköz nem erre a célra készült. Néha hegesztések vagy rezsenkovki lyukak eltávolítására használják. Ezzel az eszközzel is dolgozhat az alumínium, réz, bronz és sárgaréz termékeinek feldolgozására (hornyok kiválasztására). A készülékbe karbid hornyos vágógép van szerelve, és az alkatrészeket szokásos módon őröljük.
Ugyanakkor az eszközön meg kell állítani a minimális orsó fordulatszámot, és a berendezés mélysége egy menetben 0,5-1 mm legyen.
Néha egy kézi malomot használnak a színesfémek síkjain lévő minták gravírozására. Ebben az esetben ugyanazokat a sablonokat és szerelvényeket használják, mint a fafeldolgozás, csak a speciális szerszámokat rögzítik a keserű gallérba. gravírozógépek.

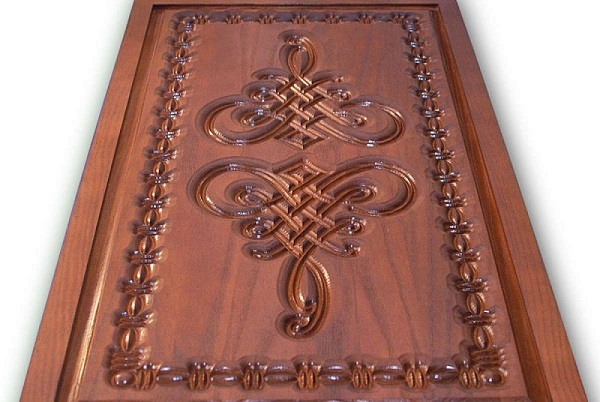
A faragás és a kézművesség
Általában formázott fafaragáshoz használja a hornyolást filé és egyenes vágógépek. A fafaragás kézi marása a következő:
- szereljen be egy kis átmérőjű filéhoronyvágót az egységbe;
- alkalmazzon mintát az üresen (használhat egy sablont);

- körözze a mintát fekete markerrel (nem alkohol);

- haladjon át a vonalak mentén egy filé malommal, a bemerítési mélységet 3-4 mm-re állítva;

- Ezután cserélje ki a szálvágót egy egyenes horonyvágóba, és válassza ki a minta teljes belsejét;

- az őrlés után a kapott mintát csiszolópapírral és lakkozással kell csiszolni.

Ugyanígy történik volumetrikus alak faragás a fán. Csak a malomot választják nem a minta, hanem a környező háttér. A befejező dísz már fúró vagy mini fúró (gravírozó).

Továbbá egy marószerszám segítségével nemcsak fafaragás történik, hanem áttört lyukasztással, vékony bútorlapok, MDF lemezek. Az alábbi ábrán egy rácsos, a rétegelt lemezen látható lemez látható.

A rétegelt lemez feldolgozása hagyományos faforgácsokkal történik.
Mivel a rétegelt lemez bizonyos mennyiségű ragasztóanyagot tartalmaz, a berendezést gyakrabban kell megtisztítani a pengékhez tapadó ragasztótól, mint a fa feldolgozása során.
A fenti technikák alkalmazásával gazebók, konyhai frontok, vidéki bútorok stb.

Különböző alakzatok díszíthetők faragott fával fa kézműves. Például a kosarak, a backgammon, a különböző intézmények számára jelei.


Fraser is alkalmazható, ha szükséges hogy balzsamokat készítsencsavart vagy egyenes menettel díszített.Egyenes hornyok marásához használjon egy speciális eszközt, amely könnyen elvégezhető a saját kezével.


A bálázók őrlésének folyamata a következő.
- A csapággyal ellátott filéhornyosító malom az egységbe van szerelve.
- Annak érdekében, hogy a munkadarab ne forogjon, csavarral rögzíthető. Be kell lépnie a lemez egyik lyukába, amelyhez a baluster tartozik.
- Ezenkívül a szerszámot leeresztik úgy, hogy a tolócsapágy a munkadarab bal vagy jobb oldalán legyen, és csak a középpontja alatt van. De a vágónak pontosan a rész közepén kell lennie.
- A szerszám elhelyezése után a készülék be van kapcsolva, és egy lekerekített horony keletkezik (a csapágy a szerszámot vezeti, és megismétli a baluster minden formáját).
- A következő lépésben az útválasztót az oldalra visszahúzzuk, a rögzítőcsavart felengedjük, és a lemezt forgatjuk úgy, hogy a rögzítő a következő lyukba ütközzen.
- A munkadarab ismételt rögzítése után egy hosszanti mintavételi horony. A vágó minden egyes menetét követően a munkadarabot 1 lépéssel kell elforgatni.
A következő fotó mutatja hosszirányú hornyokkal ellátott ernyők.

Készítéshez csavart balzsamok összetettebb alkalmazkodásra van szükség.

A csavart mintát úgy kapjuk, hogy a munkadarabot a vágó mozgása közben elforgatjuk. A munkadarab forgatása és az útválasztó mozgása ezen a készüléken szinkronizálva van.
/rating_off.png)











