Tartozékok kör-, gérvágó és kardfűrészekhez
A fűrészlemez minden elektromos fűrész szerves részét képezi. Mind a kézi vágószerszámokra, mind a helyhez kötött berendezésekre van felszerelve. Sokféle lemez van, amelyek a vágófogak alakjában, élezésük szögében, az átmérőben és az anyagban különböznek egymástól. A megfelelő anyagválasztástól függően az adott anyag típusától függ a szerszám teljesítménye, a vágás minősége és az üzemeltető biztonsága.
A tartalom
Hogyan válasszuk ki a lemezeket kör alakú és fűrészes fűrészekhez
Tudnia kell, hogy a fűrészen lévő lemez típusának megváltoztatásával kezelheti a következő anyagokat:
- puha és kemény fa;
- fa alapú anyagok (MDF, MDF, laminált forgácslap, OSB, rétegelt lemez, padló laminátum stb.);
- természetes és mesterséges kő;
- színesfémek;
- műanyag termékek;
- fémtermékek (hullámkarton, csövek, fémprofilok, szerelvények stb.).
Minden vágószerszám bizonyos jellemzőkkel rendelkezik, amelyeket használat előtt figyelembe kell venni.
Külső átmérő
A beépített vágószerszám átmérője nem lehet nagyobb, mint a védőburkolat belső átmérője. A különböző modelleknél a burkolatok kis és nagy méretűek lehetnek. A nagy átmérőjű korong nem illeszkedik a burkolat alá, kisebb belső átmérővel. Ezzel egyidejűleg egy kis lemezt is telepíthet egy nagy burkolat alá, de ugyanakkor jelentősen csökkentette az egység használatának biztonságát.
A vágás mélysége a berendezés külső átmérőjétől függ. Azonban a következő mintát kell figyelembe venni: minél nagyobb a szerszám a munkadarabba, annál nagyobb a terhelés a gép elektromos motorjára.
A kézi körfűrész lemezek átmérője 130-250 mm lehet.
Furatátmérő
Nagyon fontos, hogy az egység tengelyének átmérője és a tárcsa ülése egymáshoz illeszkedjen. Néhány fűrészberendezés van további lyukak a merev rögzítéshez a csapok. A berendezés általában a következő méretekkel rendelkezik: 16, 20, 22, 30 és 32 mm.
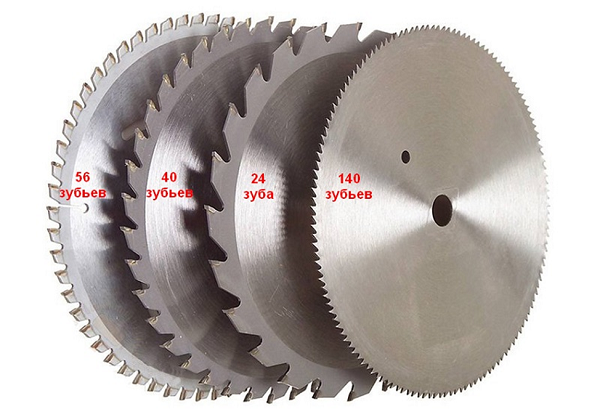
Fogak száma
Ez a paraméter hatással van tiszta anyagkezelés és teljesítmény. Minél kevesebb fog a fogazat, annál gyorsabb a fűrészelés a jobb forgács eltávolítás miatt. De a fogak számának csökkentése a vágás minőségének csökkenéséhez vezet. A fogak számának növelése javítja a vágás minőségét. De érdemes tudni, hogy minél több foga van a szerszámnak, annál nagyobb a terhelés a készülék elektromos motorjával. Hagyományos módon a körfűrészes fűrészek berendezése 3 csoportra oszlik:
- 80 és több metszőről - nagyszámú;
- 40-80 metszőfogak - az átlagos szám;
- 10 és 40 fog között - egy kis mennyiség.
Minden egyes feladathoz a berendezést a szükséges számú vágóelem választja ki:
- a szálak vágásához szükséges maximális fogak száma;
- a fa szálak fűrészeléséhez jobb, ha olyan szerszámot használunk, amely kis számú fogakkal rendelkezik (legfeljebb 60).
Fogak lejtése
A kézi vagy álló körkörös felszereléseknek különbségük van a fogak dőlésszögében. Mind a negatív, mind a pozitív a lemez sugara szempontjából.
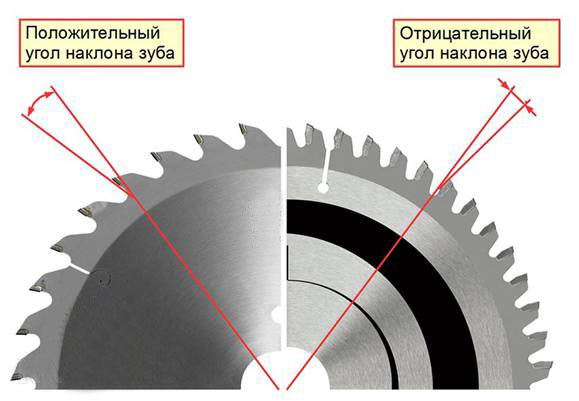
A bemetszések dőlésszögei a következő értékekkel rendelkezhetnek:
- az 5 és 15 ° közötti szögek szabványnak tekinthetők;
- a 15 és 20 ° közötti szögeket agresszívnak (pozitívnak) nevezik;
- A 0 ° -tól -5 ° -ig terjedő szögeket normálisnak (negatívnak) nevezzük.
A gérvágó fűrészhez Elfogadható, hogy a fogak nulla vagy negatív dőlésszögű lemezeit használjuk. Ez annak a ténynek köszönhető, hogy a szerszám munkadarabja a munkadarabhoz egy másik úton halad, mint a kézi szerszámra vagy a szerszámgépre szerelt körfűrész. tárcsa a a bemetszések nulla vagy negatív dőlésszöge, mintha a munkadarabot felülről nyomná, és karcolja az anyagot. Ebben az esetben a munkadarab állva marad, a határolóra támaszkodva, amely nem teszi lehetővé, hogy a lemezt el lehessen tolni.

Ha egy hasonló lemezt körkörösre telepít, akkor meglehetősen nehéz lesz hosszanti vágást készíteni. A fűrész elkezd tolni a munkadarabot, a vágóelemek eltömődnek a fűrészporral, és a készülék motorja túlterhel.
Különösen veszélyes, ha a kézi körkörös fűrészeknél a fogaskerekek negatív dőlésszögű szerszámát szereljük fel, mivel a fordított hatás miatt nehéz lesz a szerszámot a kezében tartani.
Kör alakú elektromos fűrészekhez bölcsebb, ha a fogak pozitív szöget záró szúrót használnak. Ebben az esetben a vágógépek, amelyek a munkadarab felületéhez képest bizonyos szögben vannak, egy síkba ütköznek, és a munkadarabot húzza alá.
Vágó konfiguráció
A korong célja a fogak konfigurációja alapján található.
- Az egyenes élesítésű fogak lehetővé teszik, hogy gyorsan vághasson, de ugyanakkor piszkos.
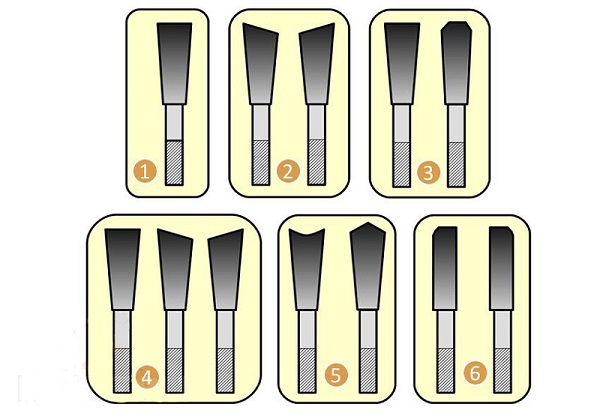
- Azok a fogak, amelyeknek különböző irányú váltakozó dőlésszöge van, lehetővé teszi, hogy különböző irányban vágja a fát, de nem tudja megállni a sokkterhelést.
- A trapéz és a lapos fogak kombinációja lehetővé teszi elkerülje a forgácsolást az anyag felső rétegén, például forgácslap és műanyag vágásakor.
- A fogak kombinációja háromféle élezéssel növeli a vágási sebességet, és jó tiszta élek lágy és kemény anyagok fűrészelésénél.
- A háromszög alakú fogak és a fogak konkáv vágóéllel történő váltása lehetővé teszi, hogy a laminátumot előzetes bevágás nélkül vágja le.
- A fogazott szegélyű fogak és széles háttámlák ellenállnak a cementet és a körmöket a vágóvonalon.
vágás fémlemez egy körfűrészhez kissé eltérő fogakkal rendelkezik.

A metszetek és a gyártott anyag (geometriai fémforrasztás) ezen geometriája miatt a szerszám termelékenysége nő, a rezgés csökken, és a fémvágási folyamat szikra nélkül történik.
Lemez vastagsága
A berendezés vastagságától függ kerf szélessége. A szabványos fűrészlap vastagsága 3,2 mm. Fontos, hogy ezt figyelembe vegyék a bútorok gyártásakor, pl. Ráadásul vastagsága a lemez vastagságától függ. szilárdság. A vékony pillanat gyorsan túlmelegedik a nagy terhelés alatt. A nagy vastagságú berendezés tartósságában különbözik, de nagy mennyiségű anyagot forgat.
Lemez típusa
A fűrészlemezek monolitos és kemény ötvözetet tartalmaznak. A gyártásban szilárd lemezek Egy szilárd fémlemezt használnak, amelynek anyagát nagy szén-dioxid- vagy nagysebességű acél alkotja. Ezek a lemezek alkalmasak polimerek és fa fűrészelésére. A monolit lemezek előnyei a következők:
- alacsony költség;
- a vágók könnyebb élezése (kifinomult felszerelés nélkül élesítheti magát);
- a többszörös élezés lehetősége, ezáltal növelve a szerszám élettartamát.
Anyag vászonok karbid lemezek szerszámacélként szolgál. De a szerszám fogak egy keményfém anyagból történő forrasztással vannak erősítve. Ez a megoldás számos előnyhöz juttatja a vágószerszámot:
- tiszta vágás;
- nem kell a fogak távolsága;
- kemény anyagok vágása lehetséges;
- a csiszolás után a fogazatok hosszabb élettartamúak, mint a nagysebességű acélfogak;
- nagy vágási sebesség;
- megbízhatóság a munkában;
- széles választék, amely lehetővé teszi a különböző típusú munkákhoz szükséges berendezések rugalmas kiválasztását.
De a karbidlemezek hátrányai vannak. Megjegyezzük a magas költségeket és azt a tényt, hogy az élezés csak speciális gépeken történik.
Lemezépítés
A körfűrészek hardverének megválasztásakor figyelembe kell venni a termék minőségét, amelyet a lemez gondos megvizsgálásával megtudhat. A fa jó fűrészlapjai lézervágás acéllemezből, majd gondosan kiegyensúlyozottak és polírozottak. A lemezen végrehajtott műveletek jelei akkor láthatók, ha a fényében a felületére néz. A csiszológépen láthatóan látható radiális jelek lesznek, amelyek az egész szövetben eltérnek, a szerelési lyuktól kezdve. A költségvetési fűrészek nem rendelkeznek ilyen jelekkel, ami azt jelzi, hogy nincs kiegyensúlyozás.
Emellett figyelmet érdemel és köszörülés minősége. A lemez teste nem lehet durva, de sima felületű. A fa gyantái a rosszul csiszolt berendezésekhez ragadnak, és megakadályozzák a fűrészelési folyamatot.
Annak érdekében, hogy kompenzálni lehessen a fém fűtését, valamint a zaj csökkentését és a lemez vibrációjának csökkentését, a síkja radiális rések.

A drágább berendezéseknél a lézer vékony spirális résekés egy védőréteget alkalmazunk a lemez felületére.

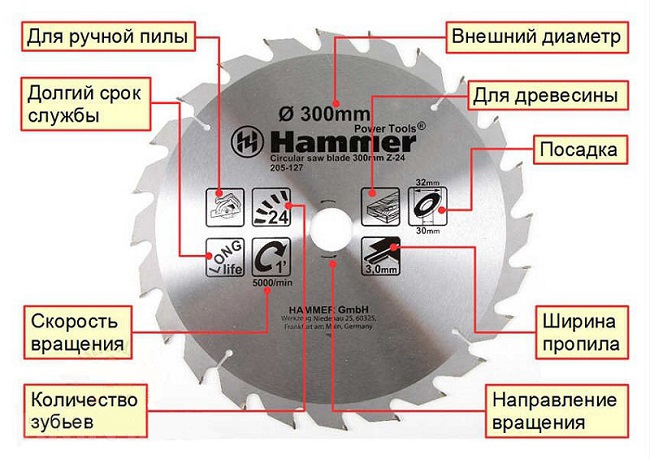
A körfűrész minőségi lemezt nem jelöljük meg festékkel, a felirat minden feliratát alkalmazzák lézeres gravírozó. A címkézésből sok információt tudhat meg. Melyik az alábbi ábrán látható.
Hogyan élesítheti a lemezt saját kezével
A körfűrész élesítéséhez négy alapvető szöget veszünk figyelembe:
- α a hátsó szög;
- γ a rake szög;
- β a kúpos szög, amelyet a hátsó és az elülső szögek határoznak meg (β = 90 ° -γ-α);
- Ɛ1 és Ɛ2 mind az első, mind a hátsó sík ferde szöge.
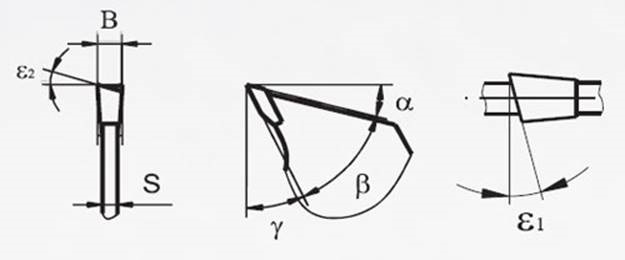
A szerszám élezési szöge a feldolgozandó anyag típusától és a vágás irányától függ, ami nagyon fontos a fa vágásakor. A fa szálak vágásához a szerszámnak kellően nagy rake szöggel kell rendelkeznie (15 ° és 25 ° között). A szálak vágásához 5 ° és 10 ° közötti szög (γ) szükséges. Univerzális fűrészeknél, amelyek lehetővé teszik, hogy mind a fa szemcséjét, mind az egészet kivágják, a vágószerszám szögszögének átlaga 15 °.
Az elülső szög negatív értékét olyan eszközöknél használják, amelyek a műanyag, színesfémek vágására és a fadarabok felé néznek.
Ezen túlmenően az élezés szögét befolyásolja anyag keménysége. A fog (β) kúpját csökkenteni kell a kemény anyagok vágása előtt.
Élesítési szabályok
Leggyakrabban a karbidforrasztás a felső élét viseli. Az idő múlásával kb. 0,1-0,3 mm-es földelés történik. A bemetszés elülső széle is elhasználódik. Nem szabad megengedni a forgácsolóelemek erős eltömődését, mivel az élek igazítása érdekében több anyagot kell őrölni a szerszámból. Az a tény, hogy a szerszámkészítés idő az élesítéshez szükséges, meghatározható a metszőélek szélei és a vágás minősége alapján: a szakadt élek nagy számú zsetonnal rendelkeznek.
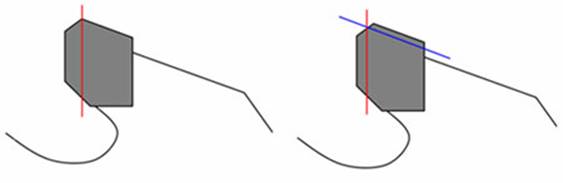
A csiszolószerkezetek megfelelő megtartásával lehetővé válik a vágógépek élesítése körülbelül 25-30-szor. Ez biztosítja a vágóél szükséges élességét. Az ilyen eredmények eléréséhez és a berendezések élettartamának jelentős meghosszabbításához ajánlott a fogak élezése a hátsó és az első sík mentén. Természetesen meg tudod őrölni és a fűrészfog egy síkját, de a kísérletek száma egyszerre 2-szer csökken. Az alábbi ábra azt mutatja, hogy a fogak köszörülése az egyik és mindkét sík között befolyásolja az élezés mennyiségét.
A vágószerszámok élesítésekor ajánlatos az utolsó menetet a fog hátsó síkja mentén csiszolóanyaggal készíteni.Átlagosan a fog fémének csiszolásának mértéke 0,05-0,15 mm legyen.
Az élesítési eljárás megkezdése előtt el kell távolítani az összes szennyeződést a fűrészlapról, és meg kell találni az élezési szögek értékeit, amelyeket általában a szerszámgépen jeleznek.
A lemez élezése otthon
A fűrészek meghajtását általában egy speciális gépen élesítik. Ha hasonló gépet vásárol a házhoz, akkor nincs értelme, ha nem fogsz szerszámcsiszolást nyitni körfűrészekhez.
De hogyan lehet élesíteni egy körfűrészt professzionális felszerelés nélkül? Ahhoz, hogy a fűrészlapot saját kezével élesítse, szüksége lesz a következőkre:
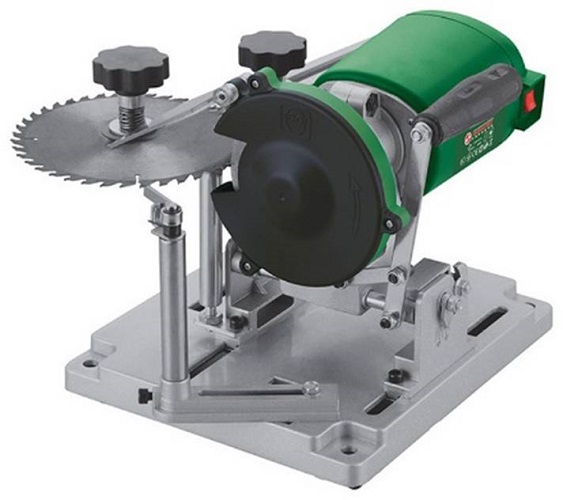
- asztali gép csiszolása (a bolgár beállításokat ezekhez a célokhoz lehet igazítani);
- csiszolótárcsa (jobb, ha gyémánt edény van az élesítéshez);
- egyszerű rögzítőlemez, amely forgácslemezből készülhet.
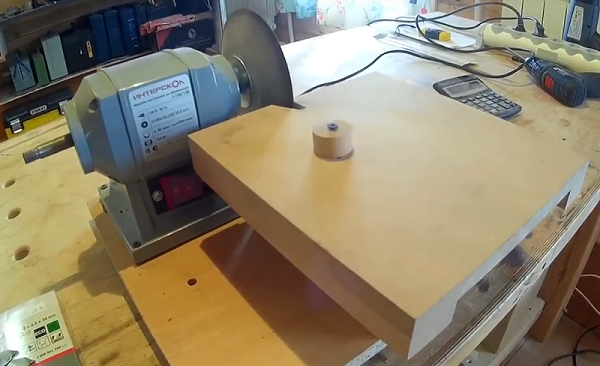
Az utolsó eszköz egy mozgó felső hordozóból és egy rögzített bázisból álló tábla. A következő kép a kocsi nélküli alapot mutatja.
Ahhoz, hogy a kocsi megfelelően mozogjon, a vízszintes síkban, a szélei mentén rögzítse a léceket, vagy felszerelheti a bútorok teleszkópos sínére. Továbbá a kocsi egy bizonyos helyén (kísérleti úton) egy alátétet szerelnek fel, amelynek átmérője megfelel a szerszám szerelési lyukának.

A fűrészlapot ezen az alátéten helyezzük, és a kocsival együtt a gyémántkörhöz kerül.

Az egyenletes élezéshez két fog (a csiszolókorong bal és jobb oldala) között egy önmetsző csavar segítségével lehet csavarozni, amely mind megállóként, mind megállóként szolgál.
Az első vágószerkezet szerkesztése után (ajánlott jelölni egy jelölővel) a kocsi elmozdul a gyémántkeréktől, a lemezt egy fog fogja a megállók mentén, és a körfűrész csiszolása folytatódik.
Ha szögben le akarja őrölni a fogakat, akkor az egyik oldalon egy vastag vastagságú vékony csíkot helyezhet el, és egy fogon keresztül élesítheti. Ezenkívül a deszkát az asztal másik oldala alá helyezzük, és a műveletet megismételjük a nem feltöltött fogakkal.
A kardfűrészlapok típusai
A kardfűrész vágószerszáma egy pengék, amely egy speciális, nagy szilárdságú ötvözetekből készült lemez, amelynek egyik oldalán vágófogak vannak. Különböző típusú ruhadarabok segítségével vágás nélkül vághat és vághat le maximális pontossággal.
A fogak alakja
A penge fogak alakja és mérete a vágás tisztaságától és a vágási sebességtől függ. Bizonyos típusú anyagok feldolgozására speciális vágóformák alakultak ki. Tehát a kardfűrészlapok a következő fogakkal rendelkezhetnek.
- M alakú fogak. A vászon aprított vágógépekkel rendelkezik, amelyek lehetővé teszik az anyagok vágását mind az előre, mind a hátrafelé haladva. A kötélzetet vas- és színesfémek, rozsdamentes acél és fa vágására használják, különösen, ha fémrészecskéket, valamint különböző típusú műanyagokat tartalmaz.

- Éles, maró, változó hangmagasságú fogak. A penge elválasztott vágókkal van ellátva, és minden fafajta, beleértve a fémrészecskéket is, közvetlen vágására szolgál.

- Hullámos marók. A berendezést fém vágására használják 2,5 mm-ig, és bármilyen faanyagot fémes zárványokkal.

- M-alakú, ferde, változó pályával. Ez egy sokoldalú és nagy teljesítményű berendezés elvált fogakkal. Úgy tervezték, hogy minden fajtát fém impregnálással és 2,5 mm-es fém vágására vágjon.

- Kis, őrölt, elvált vágók. A vászon a legfeljebb 1,5 mm vastagságú fémtermékek közvetlen vágására szolgál.

Ezenkívül a festmények különböznek azoktól az anyagoktól, amelyekből készültek, amint azt a bármilyen típusú szerszámra alkalmazott jelölések is bizonyítják.
Vászon jelölése
A kardfűrészlapok a következő anyagokból készülnek.
- HCS. Ez a jelölés azt jelzi, hogy a szerszám alapja a magas szénacél.A fűrészek fát és az azt alkotó termékek, valamint műanyag és gumi vágására szolgálnak.

- HSS - szerszám nagysebességű acél. Ezzel dolgozhat a színesfémeken, valamint a vágott lapokon és a profilfémeken is.

- BIM - Bimetall ötvözet, amely erős és rugalmas acél HSS és HCS kombinációja. Ezek a lapátok hosszú élettartamúak, és a pórusbeton vágására, valamint a körmökkel ellátott fűrészlapok használatára szolgálnak.

- HM / CT - ez egy karbidszerszám. A fűrészeket porózus és csiszolóanyagok vágására használják: betonból, üvegszálból és üvegszálból, szénsavas betonból és cserépből készült szerkezetek.

- önéletrajz - Ez egy króm-vanádium ötvözet. Az ebből készült berendezést nagy kopásállóság jellemzi, és bármilyen fajta műanyag és faanyagot használ.

Kiválasztási kritériumok
Amikor kiválaszt egy vászont egy szablya típusú egységhez, először figyeljen rá szerszámszár. A ruhadarabok rögzítése lehet univerzális, alkalmas az egységek többségéhez, és csak egy kardfűrész-márkához használható.
Nagyon fontos fogméret. A nagy fogak nagy vágási sebességet biztosítanak, de nem biztosítják a jó minőségű vágást. Ezért, hogy egy apró vágást kapjon, használjon egy kis fogat.
A kardszárnyú vágógépek lehetnek őrölt vagy őrölt. Snap, polírozott vágógépekkel, lágy anyagok vágására. A fém vagy keményfa kezeléséhez használjon fűrészelt marógépeket.
Az elvált fogakkal rendelkező ruhadarabok magas termelékenységgel rendelkeznek, míg a hullámos metszéssel rendelkező szerszámok a minőséget minőségileg feldolgozzák.
/rating_off.png)











